
A good welded piling roller bit core barrel should reach the below standard:
- Right angle roller bit
- all roller bit placed in one circle
- all roller bit placed in a same flat
- No heat damaged the bearing and grease inside
FIRMTECH FIX1.0, the piling roller bit core barrel welding tool mainly focus on solve the first two standard issue, right angle and in one circle; the third standard issue can be solved relative easily when keep the same deep of the open gap on the core barre.
Keeping putting cold water during the welding process is key for the fouth key point.
INSTRUCTION
1. How to ensure roller bit right angle during the welding?
5-6 degree positioning is required when using FIRMTECH roller bit. This is to project the shirttail area and to reach the maximum durability and penetration rate.
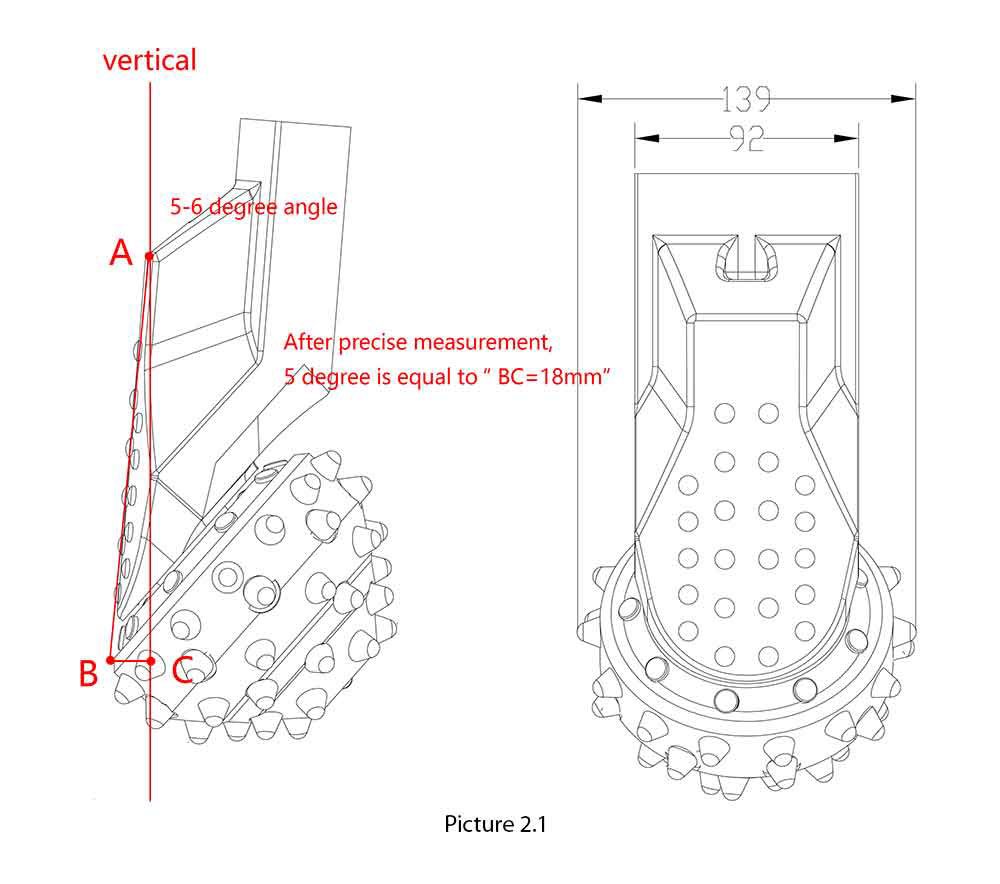
Through the precise measurement, A and B point horizontal length BC should be 18mm for 5 degree.

According to the above data, the FIX1.0 has fixed the A, B two handles horizontal length BC 18mm to ensure 5 degree during welding, like picture 2.2.
2. How to ensure roller bit placed in same circle?
A. outward roller bit
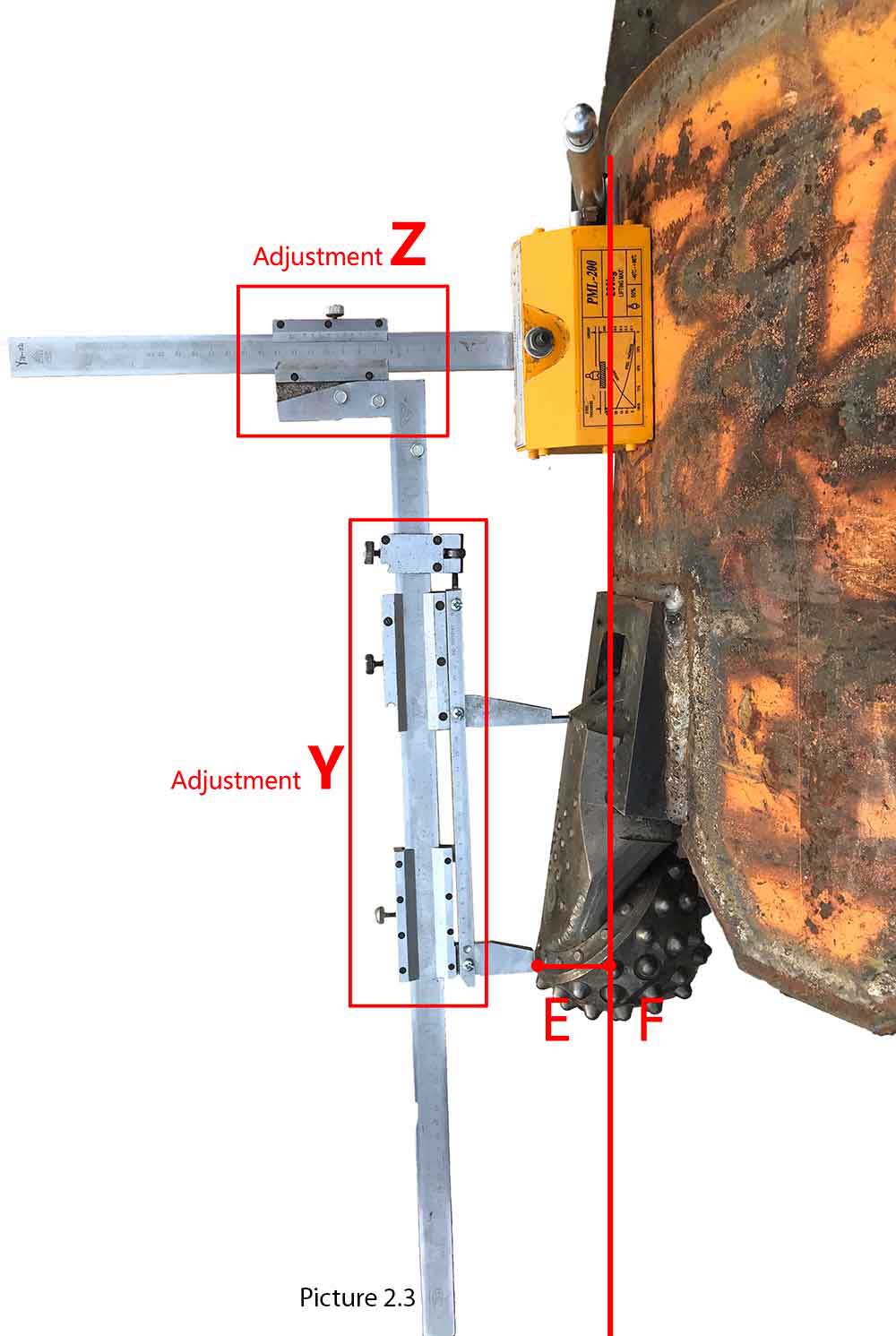
- First, place the yellow switchable magnetic holder to core barrel wall, make sure the ruler of FIX1.0 inline with the middle of the gap.
- Adjust horizontal switch Z, make EF= (Pile OD – Core barrel steel wall OD)/2. EF is the handle point E to the core barrel steel wall surface vertical point F distance.
- Fix the adjustment Z, after find the right EF. ( Keep EF the same for all the outward roller bit welding.)
- Put the roller bit into the gap, keep the roller bit same distance from the bottom of the gap, which left for the welding.
- Adjust the FIX1.0 handle Y, make the 2 handles touch the 2 key point from roller bit, like picture 2.3.
- Fix the position by slight welding.
- Get another outward roller bit welding as above procedure.
B. Inward roller bit
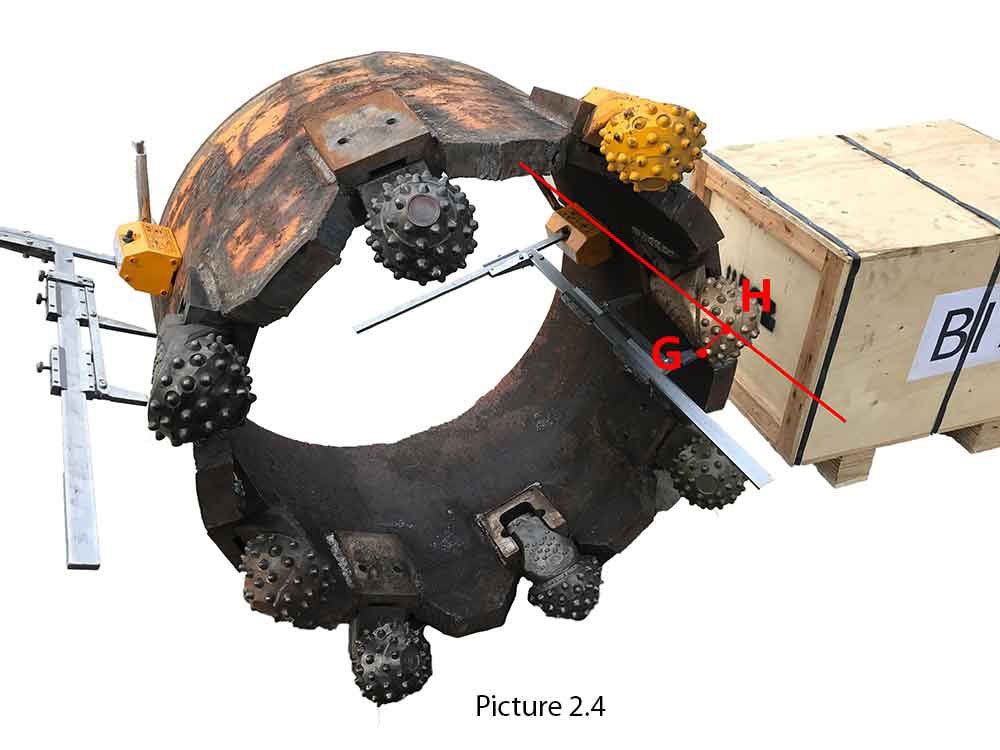
According to the piling roller bit design and the demand of formation, FIRMTECH roller bit cutting belt is around 120-140mm, which is GH+EF+ wall thickness of core barrel= 120-140mm( cutting belt should be same in one core barrel). We can get the rigth GH length after the EF length available.
- Through GH length, we can get the right G position according to the same method mentioned at outward roller bit welding. Fix the adjustment Z.
- Same procedure with outward roller bit.